Slider Bed Belt Conveyor
The Ranco slider bed belt conveyor utilizes linear UHMW slider strips to reduce the coefficient of friction. These strips are utilized on the carry side as well as the return side. The UHMW strips also reduce the maintenance required as troughing rollers are eliminated. The intermediate sections are formed steel and available in mild or stainless. All of our conveyors utilize a snubber roller that allows more belt wrap on the drive roller. This additional wrap dramatically reduces the likelihood of belt slippage. Conveyors can be jackshaft or Dodge reducer driven
Overbin Conveyor
- Large diameter lagged drive rollers
- Gravity take-up belt tensioning unit
- Tripper with two-way valve
- Two way flinger
Incline Conveyor
- Crescent top belting
- Fiberglass ridged weather cover
- Used for load out, receiving, transferring
- Stationary or portable
- Hooded discharge


110 TPH to 300 TPH Incline Belt Conveyor
The Ranco Incline Belt Conveyor is designed as a stationary unit to convey product at an incline. The intermediate conveyor sections have UHMW slider strips fastened to the top bed and bottom return side. The sections are designed as an open, self-cleaning bed. The incline belt conveyor can be utilized as a receiving unit, transfer unit, or load-out unit.
- Mild steel or stainless steel construction
- UHMW slider strips
- Low maintenance
- Hooded discharge or deflector plates
- Fiberglass inlet hopper


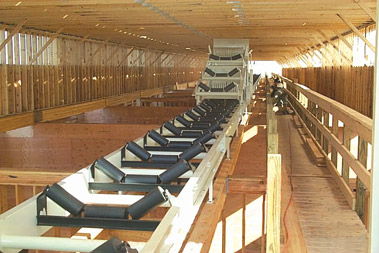
Roller Belt Conveyor
Ranco designed its roller conveyor with one purpose in mind: to provide a premium finished product using premium components and superior design and workmanship.
Ranco roller conveyors are built to stand the test of time. Hands down, we build the heaviest duty conveyors in the industry.
Our standard conveyor design includes many options now found on other conveyors. Cema C 5” diameter rollers are standard. Our return rollers are not the solid steel drum, but rather rubber disk rollers that fight against build up and aid in belt tracking.
The conveyor frame itself is constructed of 12” extruded steel channel that weighs 20.7 lbs/foot. Thanks to this channel Ranco conveyors will last for years, even in corrosive environments like fertilizer storage buildings. We also have the capability of producing stainless steel formed 12” channel.
Our standard pulleys are premium spiral wrapped close wing pulleys. The spiral wrapping greatly reduces the noise associated with operating a conveyor. Spiral pulleys also increase belt life as they don’t cause the repeated impact on the belt that a standard wing pulley does.
Ranco’s roller conveyors are available from 24” wide up to 42” wide and can handle up to 1,200 tons per hour. They can be utilized in many parts of your operation; receiving, transfer, or overbin.
We are able to downgrade some options to decrease the investment cost at the customer’s request.
- 5” diameter troughing idlers on 4’ centers
- 5” diameter rubber disc return rollers on 10’ centers
- Premium quality spiral wrapped pulleys used throughout
- Heavy-duty 12” mild steel channel frame or formed stainless steel
- Mild steel sandblasted, primed, with polyurethane finish
- Capacities up to 1,200 TPH
- Two way trippers available on overbin units
- Ranco built support towers and catwalks

Shuttle Belt Conveyor
The Ranco shuttle belt is specially designed with a drive motor on each end. This feature allows the belt to be pulled in both directions eliminating belt tracking problems. The overbin shuttle conveyor utilizes lagged drive rollers and UHMW slider strips on both the carry and return sides.
- Mild steel or stainless steel construction
- UHMW linear slider strips
- Low maintenance
- Snubber rollers allow greater belt wrap around drive roller
- Capacities from 5 TPH to 400 TPH